Úvod
Stroje na přebalování paletových jednotek (1) zajišťují, fixují, určitý produkt pro následnou manipulaci a přepravu – zejména aplikací vhodného obalového materiálu nebo smrštěním smršťovací fólie. K těmto balících strojům patří zejména:
- stroje na ovíjení paletových jednotek,
- stroje na přebalování paletových jednotek průtažnou či smrštitelnou fólii,
- stroje na navlékání pytlů z průtažné či smrštitelné fólie,
- smršťovací systémy a stroje na středění produktu.
Komentované stroje, tím, že celkem pevně přebalují zejména fólii kolem paletových jednotek a dalších rozměrných produktů, současně vytvářejí odpovídající manipulační jednotky v souladu s ČSN 26 9030 (2). Klasické přebalovací stroje, na které byla zaměřena pozornost v předcházejícím článku tohoto seriálu věnovanému balicím strojům (3), přebalují měkký obalový materiál (např. papír, hliníkovou nebo plastovou fólii) okolo menšího produktu nebo skupiny menších produktů. Přebalování paletových jednotek lze provádět od ručního přes poloautomatický až k plně automatickému způsobu. V řadě případů mohou tyto stroje pracovat bez palet nebo s alternativním přepravním prostředkem.
Stroje přebalující spirálou průtažné fólie
Stroje této skupiny, nazývané též ovíjecí, používají pruhy fólie, které jsou vinuty okolo produktu podle daného ovíjecího vzoru. Ovíjená průtažná fólie vytvoří přebal s horizontálním a vertikálním napětí. Tato skupina strojů na průtažné balení zahrnuje automatické stroje (produkt je do stroje podáván a ze stroje odebírán automaticky), poloautomatické stroje (jedna nebo více následujících činností se provádí ručně) a ruční stroje, tj. poloautomatické stroje s ručním pohybem mechanizmu s fólií. Nejčastěji jsou používány:
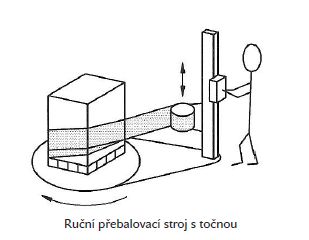
- Stroje s točnou, přebalující produkt, který je umístěn na otáčející se točně. Vertikálně pohyblivý vozík s fólií, popř. též napínací zařízení, jsou upevněny na sloupu. U ručních strojů s točnou je vertikální pohyb vozíku s fólií prováděn obsluhou – viz následující obrázek.
Funkční schéma automatického stroje s točnou je patrné z následujícího obrázku.

- Stroje s obíhajícím ramenem, přebalující produkt fólií nebo sítí z role na rameni, které obíhá kolem stojícího produktu. Základními komponentami jsou obíhající rameno a sestava role fólie a posuvného mechanizmu, který se pohybuje na rameni nahoru a dolů. Konstrukčně jsou tyto stroje nejčastěji řešeny pro poloautomatický a automatický provoz.
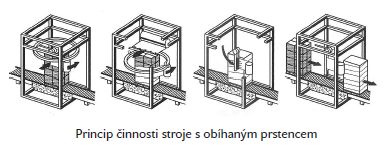
- Stroje s obíhaným prstencem, kde se vozík fólie, vedený v prstenci, pohybuje okolo stojícího produktu – viz následující obrázek. Prstenec může být naklápěcí, pro křížové ovíjení. K základním komponentům patří: obíhající mechanizmus na prstenci, skupina role fólie a zdvihací mechanizmus, posouvající prstenec nahoru a dolů.
- Poloautomatické samohybné stroje na přebalování paletových jednotek, aplikující průtažnou fólii objížděním celého stroje kolem produktu. Stroj je kolem produktu veden pomocí kontaktního kola, které je instalováno na pohyblivé páce.
- Pojízdné stroje na přebalování paletových jednotek, které jsou přemisťovány k paletové jednotce pomocí motorického pohonu s ručním vedením. Paletová jednotka je obvykle zdvižena zdvihacím mechanizmem a tak zafixována na stroji pro balení do průtažné fólie.
Stroje přebalující protlačením závěsu z průtažné fólie
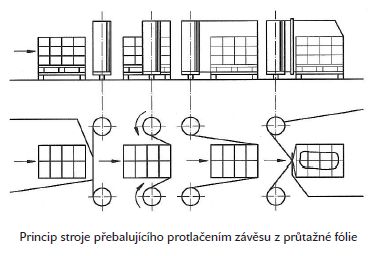
U strojů této skupiny zatlačuje dopravník produkt do závěsu z fólie, který se protáhne a následně je na zadní straně produktu spojen. Pracovním principem je „průchodová metoda“, podle které produkt ve stroji najede do pruhu fólie odvíjené ze dvou rolí a táhne jej podélně – viz následující obrázek. Popsaným způsobem průtažná fólie obepíná postupně celý produkt. Následně spojovací a oddělovací nástroj napne a oddělí fólii.
Stroje přebalující pytlem z průtažné fólie
Tato skupina strojů aplikuje pytel z průtažné fólie, (předem zhotovený nebo odebíraný z role hadicové fólie) jeho roztažením a poté přetažením přes produkt. Stroje pracují buď v poloautomatickém, nebo automatickém pracovním cyklu. U poloautomatického stroje jsou nezbytnými plnoautomatickými činnostmi pouze nahrnutí a roztažení. Vlastní pytel je pak přetahován ručně.
Základními komponentami strojů jsou skupina role hadicové fólie, mechanizmus rozevírání a polohování hadice a následně oddělování hadice. Pracovní postup stroje je znázorněn na následujícím obrázku. 
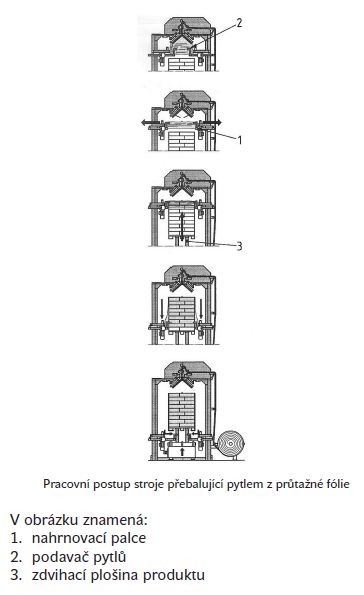
Automatické stroje používají role s hadicí s postraními záhyby, nebo role s plochou hadicí. Fólie, která se má odvíjet, je vedena přes vychylovací nebo napínací válečky do horní části stroje pracujícího na základě vertikálního principu. Mechanická, pneumatická nebo vakuová zařízení rozevřou hadici do pravoúhlého tvaru a vloží ji do nahrnovacího zařízení. Toto zařízení i u automatických strojů sestává z nahrnovacích palců. Potřebná délka pytle je odvinuta z role podle výšky produktu, následně je hadice spojena a vytvořený pytel je oddělen. Po nahrnutí pytle se nahrnovací mechanizmy začnou pohybovat úhlopříčně směrem ven a natahovat fólii pytle v horizontálním směru. Po položení dna pytle na horní část produktu a při následném pohybu dolů, je nahrnovaný pytel vytahován z napínacích palců tak, že je možno dosáhnout různých hodnot protažení ve vertikálním směru.
S ohledem na možný rozsah článku bylo nutno popisy strojů na přebalování paletových jednotek smrštitelnou fólií, jakož i smršťovací systémy a pomocné stroje vypustit.
Skutečné provedení automatického stroje přebalující pytlem z průtažné fólie je zřejmé z následujícího obrázku. Jde o balící stroj typového označení SH – 51, který je určen k přebalování paletových jednotek do LDPE fólie ve formě rukávu a k následnému smrštění fólie. Zabudovaná fotobuňka sleduje výšku palety. Příprava fólie, balení palety a následné smrštění fólie jsou spojeny do jediné pracovní operace. Technické parametry: až 140 palet za hodinu, přívod vzduchu: 5,5 – 7 bar, tlak plynu: 100–350 mbar, plyn: propan, metan, příkon: 310 000 W, napájení: 400 V.
LDPE fólie jsou fólie vyráběné z polyetylenu, určené k hromadnému balení, s chemickou, tepelnou a elektroizolační odolností. Nejčastěji jsou vyráběny o tloušťkách od 20 ěm do 40 ěm – a též dle potřeb odběratele.

Nebezpečí vyskytující se u strojů na přebalování paletových jednotek
Komentovaná ČSN (1) uvádí přehled všech možných významných nebezpečí, nebezpečných situací a událostí, které se mohou u typických strojů na přebalování paletových jednotek, včetně integrovaných přepravních, podávacích a odebíracích zařízení vyskytnout. Jednotlivá nebezpečí se ale mohou u specifických strojů lišit v závislosti na jejich pracovním principu, druhu, rozměrech a hmotnosti produktu, obalovém materiálu, přídavném zařízení připojeném ke stroji a prostředí, ve kterém je stroj používán. S ohledem na možný rozsah článku bylo možno uvést pouze výčet nejzávažnějších specifických nebezpečí. Vzhledem k tomu, že u strojů na přebalování paletových jednotek se může vyskytovat řada zejména obecných nebezpečí srovnatelných s klasickými přebalovacími stroji, lze čtenáři doporučit podrobné seznámení vedle komentované normy (1), též s normou pro klasické přebalovací stroje (4). Současně lze upozornit na předcházející článek, který je věnován klasickým přebalovacím strojům (3). Nutno si ale uvědomit, že zejména hmotnost produktů (samostatných předmětů, popř. předmětů ložených na paletě) zpracovávaných stroji na přebalování paletových jednotek výrazně - zejména hmotnostně a rozměrově, převyšuje produkty zpracovávané klasickými přebalovacími stroji.
Specifická nebezpečí u strojů s točnou a u strojů přebalujících spirálou fólie
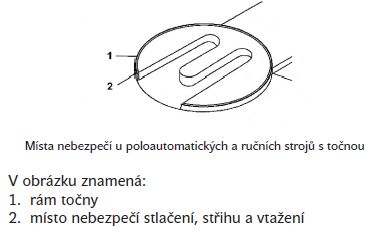
U strojů s točnou existuje nebezpečí stlačení, střihu a nárazu mezi otáčejícím se produktem a pevnými částmi stroje. U automatických strojů s točnou lze tato nebezpečí odhalit mezi točnou a podávacím a odebíracím dopravníkem. Nebezpečí střihu může existovat mezi pohyblivými částmi a pevnou spodní konstrukcí točny. Nebezpečí stlačení a nárazu lze odhalit, pokud se produkt překlopí, nebo se vymrští části produktu. Volně se otáčející točny představují nebezpečí zakopnutí a vyčnívající části nebo mezery točny pak představují nebezpečí navinutí. U poloautomatických nebo ručních strojů může existovat nebezpečí vtažení mezi točnou a rámem okolo ní, nebo mezi točnou a nájezdovou rampou. Pokud jsou namísto nájezdové rampy v točně otvory pro uložení paletové jednotky (kupř. nízkozdvižným paletovým vozíkem) existuje nebezpečí střihu a stlačení mezi točnou a rámem okolo ní – viz následující obrázek.
Nebezpečí stlačení a střihu existuje mezi skupinou role fólie a spodní konstrukcí stroje nebo podlahou. Nebezpečí vtažení nebo zachycení je většinou zřejmé mezi ovládacími nebo podávacími válečky a produktem, dále mezi ovládacími nebo podávacími válečky pro ovíjecí a zakrývací fólie - hlavně při výměně fólie. U ovládacích a podávacích válečků též existuje nebezpečí navinutí. Mezi upínacími pásky na upínce fólie pak existuje nebezpečí stlačení.
Specifická nebezpečí u strojů s obíhajícím ramenem a u strojů s obíhajícím prstencem
Oproti strojům s točnou, které přebalují produkt umístěný na otáčejícím se stole, je u strojů s obíhajícím ramenem nehybný produkt přebalován rotující fólií z role. Nebezpečí stlačení a střihu existuje mezi obíhajícím ramenem s příslušenstvím a pevnými částmi stroje, dále mezi vertikálně se pohybujícím obíhajícím ramenem nebo pohybujícím se prstencem a produktem nebo přepravním zařízením. Tato nebezpečí mohou existovat i po zastavení stroje – vlivem akumulované energie v systému tlakového vzduchu.
Nebezpečí nárazu vzniká rotačním pohybem obíhajícího ramene, nebo příslušenstvím obíhaného prstence. U strojů s naklápěcím prstencem vzniká nebezpečí nárazu tehdy, pokud se pohybující prstenec začne naklápět. Spoje se mohou uvolnit v důsledku špatné instalace. Pokud je obíhající rameno, pohybující se prstenec nebo příslušenství špatně instalováno, může nastat až vymrštění části stroje, spojené se značným rizikem poranění v blízkosti se nacházejících osob. Pokud je pohybující se prstenec špatně instalován, může se vytvořit nebezpečí stlačení od pohybujícího se prstence vlivem jeho pádu.
Bezpečnostní požadavky pro stroje na přebalování paletových jednotek
V části věnované bezpečnostním požadavkům a opatřením komentovaná norma (1) specifikuje, vedle obecných požadavků pro celou skupinu strojů na přebalování paletových jednotek, dále specifické požadavky a opatření pro jednotlivé typy těchto strojů. Z obecných požadavků si vyžadují zvýšenou pozornost zejména:
- požadavky pro eliminaci mechanických nebezpečí,
- elektrotechnické požadavky,
- požadavky pro eliminaci a řešení tepelných a hlukových nebezpečí,
- opatření pro kontrolu a řešení nebezpečí vytvářených produkty a materiály apod.
S ohledem na možný rozsah tohoto článku bylo možno, obdobně jako u přehledu nebezpečí, zařadit pouze výtah z bezpečnostních požadavků, a to dokonce jen pro specifický typ stroje. Je proto žádoucí, aby čtenáři zúčastnění na provozu těchto strojů byli podrobně seznámeni zejména s komentovanou normou (1). Jedná se o závažné bezpečnostně-technické požadavky, které by měly být sledovány nejen v rámci instalace a uvádění nových strojů do provozu, ale též při jejich provozu, kontrole a údržbě.
Stroje s točnou a ovíjecí stroje
U ručních a poloautomatických strojů je nutno věnovat zvýšenou pozornost točně. Konstrukce a uspořádání stroje musí zajistit, aby vzdálenost mezi vnějšími okraji produktu a jakoukoliv částí stroje nebyla menší, než je stanoveno v tabulce 1 ČSN EN 349+A1 (5). Pro vyloučení nebezpečí stlačení mezi otáčejícím se produktem a pevnými částmi, či jinými překážkami v blízkosti stroje, musí být v návodu k obsluze podrobné informace o podmínkách montáže – s ohledem na zajištění minimálních vzdáleností pro tělo člověka dle EN 349+A1.
- Hodnoty dle tabulky 1 nalezne čtenář též v předcházejícím článku (3)
- Komentovaná norma (1) v čl. 5.3.2.1.1, druhý odsek, uvádí již zrušenou EN 349; v současnosti platí výše uvedená EN 349+ A1.
S cílem vyloučení možného nárazu musí mít točna dostatečnou velikost; vlastní produkt by neměl přesahovat přes točnu, což je nutno respektovat zejména při běžném provozu stroje. Pro minimalizaci rizika od vymrštěného produktu (jeho části) musí být omezeno jak zrychlení, tak i rychlost točny – v závislosti na předpokládaných třecích silách. V této souvislosti návod k obsluze musí obsahovat bližší informace o způsobu umístění produktu na točně, a případně též podmínky omezení zrychlení a rychlosti točny. Přitom maximální obvodová rychlost točny nesmí přesáhnout 1,1 m.s-1. Lze připomenout, že produkt na točně je možno fixovat též vhodným přítlačným zařízením.
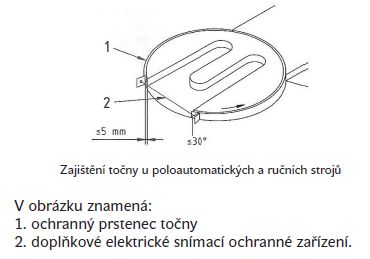
Při nakládání a odebírání produktu se točna nesmí volně otáčet. Pokud točna není poháněna, musí být její rotaci zabráněno odporem v pohybu točny, popř. pomocí mechanické brzdy. Kolem točny musí být ochranný prstenec a mezera mezi točnou a tímto prstencem, nebo nájezdovou rampou (pokud je zabudována) nesmí přesáhnout 5 mm – viz následující obrázek. Nájezdová rampa musí být řádně připevněna ke stroji, což musí být blíže specifikováno v návodu k obsluze, a této otázce je třeba věnovat potřebnou provozní pozornost. U strojů s nájezdovou rampou pro ukládání paletových jednotek (např. pomocí nízkozdvižných paletových vozíků) nesmí úhel sklonu nájezdu rampy přesáhnout 5°.
Pokud je instalován ochranný prstenec točny, musí být na náběžné straně zkosen pod úhlem menším než 30° a jeho povrch musí být hladký (po celou dobu životnosti stroje), což musí být předmětem pravidelné technické kontroly stroje – viz následující obrázek. Dále musí být instalováno vhodné elektrické snímací ochranné zařízení (ESPE), které zajistí, že se jakýkoliv nebezpečný pohyb zastaví předtím, než obsluha dosáhne nebezpečné zóny.
ESPE musí odpovídat ČSN EN 61496-1 (6) a musí být umístěno v souladu s ČSN EN ISO 13855 (7).
Nebezpečí představovaná rolemi fólie musí být minimalizována zejména splněním následujících požadavků:
- konstrukce skupiny podepření role fólie musí zajistit, že se tato role nekontrolovatelně nepohybuje v žádném režimu provozu stroje. Pro vyloučení možnosti uvolnění rolí fólie musí být role zajištěny v upínacím přípravku pomocí upínacího prvku s nucenou vazbou (závlačkou nebo pojistnou maticí) a
- nebezpečí vtažení u strojů s velkou hmotností musí být zabráněno např. vhodným ochranným krytováním,
- pokud okraje fólie představují nebezpečí pořezání, musí být dráha fólie uzavřena pevnými nebo blokovacími ochrannými kryty, splňujícími dané požadavky a
- konstrukce stroje musí zajistit, že pro případ ručního zavádění fólie, je vyloučen přívod energie,
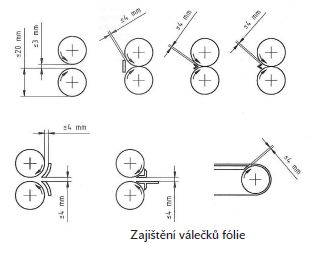
- pokud nemohou být válečky fólie zajištěny již konstrukcí stroje, musí být uzavřeny v pevných nebo blokovacích krytech a vtažení do nebo mezi podávací nebo ovládací válečky musí být vyloučeno podle následujícího obrázku.
Ověřování bezpečnostních požadavků a opatření
Lze jenom uvítat, že celá jedna část komentované ČSN (1) stanoví postup při ověřování bezpečnostně-technických požadavků, jakož i opatření, které jsou kladeny na bezpečnost strojů na přebalování paletových jednotek.
Pro každý stroj musí být dodrženy následující postupy:
- Vizuální kontrola při zastaveném stroji, při které se provádí kontrola mechanických, pneumatických, hydraulických a elektrických systémů, včetně kontroly ochranných krytů, jakož i konstrukčních požadavků.
- Měření při zastaveném stroji, při kterém jsou kontrolovány ochranné kryty (vztahy mezi rozměry libovolných otvorů v ochranných krytech a jejich vzdáleností od nebezpečných zón), dále jsou prováděny elektrické zkoušky.
- Vizuální kontrola při stroji v chodu, při které se ověřuje splnění bezpečnostních požadavků na ochranné kryty, včetně kontroly činností všech zařízení pro nouzové zastavení, jakož i blokovacích zařízení.
- Měření za chodu stroje, kdy jsou měřeny hodnoty emise hluku, a při plném vyhřátí stroje sledovány teploty jeho vnějších ploch.
Z této části normy lze vycházet rovněž při kontrolách provozovaných strojů.
Značné rozpaky ale působí znění čl. 6.1, podle kterého „výrobce nebo dodavatel, který chce být ve shodě s touto normou, musí nejdříve ověřit, že stroj splňuje bezpečnostní požadavky a opatření“. Z této formulace ale vyplývá, že pokud výrobce nebo dodavatel nebude chtít být ve shodě, nemusí, což je nepřijatelné!!!!. Podobně nepřijatelnou formulaci v dané oblasti obsahuje kupř. také norma pro tvarovací, plnící a uzavírací stroje (8), jakož i norma pro přebalovací stroje (4). Na tento zásadní nedostatek bylo upozorněno již v předcházejícím článku předkládaného seriálu, který je věnován balicím strojům (3). Oproti tomu norma pro balící stroje pro předem zhotovené tuhé obaly (9) je formulována takto: „Je důležité, aby při návrhu a výrobě byly ověřeny všechny příslušné bezpečnostní požadavky –“. Lze tudíž předpokládat, že výše kritizovaná formulace je výsledkem nesprávného českého překladu některých evropských norem pro balící stroje, nikoliv nesprávné formulace evropských norem samotných.
Návod k obsluze
Návod k obsluze, který je dodáván s každým strojem na přebalování paletových jednotek, tvoří součást právních a ostatních předpisů k zajištění bezpečnosti a ochrany zdraví při práci (10). Tuto skutečnost by si měli uvědomit zejména vedoucí a zodpovědné osoby příslušných podnikatelských subjektů – kupř. též v rámci přípravy a zajišťování školení a zacvičování obsluh jednotlivých strojů. Každý návod k obsluze (resp. v širším pojetí průvodní dokumentace stroje) musí, též v souladu s (11), obsahovat informace týkající se zejména:
- přepravy, manipulace a uskladnění stroje,
- vlastního stroje, jeho instalace a uvedení do provozu,
- předpokládaného používání stroje a předvídatelného nevhodného používání (kupř. informace o ručním ovládání, seřizování a nastavování, režimech a prostředcích pro zastavení stroje – zejména nouzového zastavení, o používání osobních ochranných pracovních prostředků a požadovaném zaškolení,
- podmínek pro bezpečný přístup na vyšší úrovně stroje, které je třeba zajistit pro jiné než provozní účely – pro čištění, pravidelnou údržbu apod.,
- zkoušek, které musí být provedeny před prvním spuštění stroje,
- zaznamenání a vysvětlení důležitosti všech výstražných zařízení, značek či piktogramů, připojených ke stroji, včetně výstražných signálů vydávaných strojem,
- podrobnosti ovládacích systémů, včetně schémat zapojení elektrických, pneumatických a hydraulických systémů,
- specifikace provozních tekutin – mazacích olejů, hydraulických tekutin apod.
LITERATURA:
- ČSN EN 415-6 (26 7600) – Bezpečnost balících strojů – Část 6: Stroje na přebalování paletových jednotek, listopad 2013
- ČSN 26 9030 – Manipulační jednotky – Zásady pro tvorbu, bezpečnou manipulaci a skladování, prosinec 2016
- Dušátko, A.: Bezpečnost přebalovacích strojů, Bezpečnost a hygiena práce č. 10/2017, s. 7-12
- ČSN EN 415-5+A1 (26 7600) – Bezpečnost balících strojů – Část 5: Přebalovací stroje, květen 2010
- ČSN EN 349+A1 (83 3211) – Bezpečnost strojních zařízení – Nejmenší mezery k zamezení stlačení částí lidského těla, prosinec 2008
- ČSN EN 61496-1, ed.3 (33 2206) - Bezpečnost strojních zařízení –Elektrická snímací ochranná zařízení – Část 1: Obecné požadavky a zkoušky, duben 2014
- ČSN EN ISO 13855 (83 3303) - Bezpečnost strojních zařízení – Umístění ochranných zařízení s ohledem na rychlost přiblížení částí lidského těla, říjen 2010
- ČSN EN 415-3+A1 (26 7600) – Bezpečnost balících strojů – Část 3:Tvarovací, plnící a uzavírací stroje, duben 2010
- ČSN EN 415-2 (26 7600) – Bezpečnost balících strojů – Část 2:Balící stroje pro předem zhotovené tuhé obaly, září 2000
- Zákoník práce – zákon č. 262/2006 Sb., ve znění pozdějších předpisů, § 349
- ČSN EN ISO 12100 (83 3001) – Bezpečnost strojních zařízení –Všeobecné zásady pro konstrukci – Posouzení rizika a snižování rizika, červen 2011